江苏来义包装机械有限公司 淋膜机|挤出复合机|流延机|涂布机
18961251669

2024-09-13 03:12:07
江苏来义包装机械有限公司成立于2007年,位于长三角经济带常州市金坛区,主要从事挤出复合生产线的研发、生产与销售。公司通过自动化定义工业生产,2006年和泰国PTTMCC公司合作研发国内首台可降解树脂PBS淋膜线,可降解树脂挤出复合生产线。产品线覆盖:锂电池铝塑膜包装材料生产线,太阳能背板膜流延生产线,TPU车衣膜流延生产线,太阳能反光膜新材料挤出复合生产线,热熔胶涂布生产线。产品广泛应用于液体无菌包材料、纸杯、纸碗、纸容器、酒精棉包装材料、PET网格离型膜、离型纸、布基胶带、塑封膜、预涂膜、光学膜等领域,满足不同行业的包装需求。
挤出复合淋膜机分类
1.按挤出速度分类:
低速挤出流延复合机
中速挤出流延复合机
高速挤出流延复合机
2.按基材层数分类:
单基材淋膜机
多基材淋膜复合机
三合一基材淋膜机
3.按基材种类分类
纸张淋膜机塑料薄膜淋膜机
无纺布/不织布淋膜机
编织布淋膜机
网格布淋膜机
其它基材淋膜机 挤出(淋膜)复合设备生产线是一种用于生产复合薄膜的设备,广泛应用于包装、建材、电子、医疗等行业。陕西单面口杯纸挤出复合机哪家好
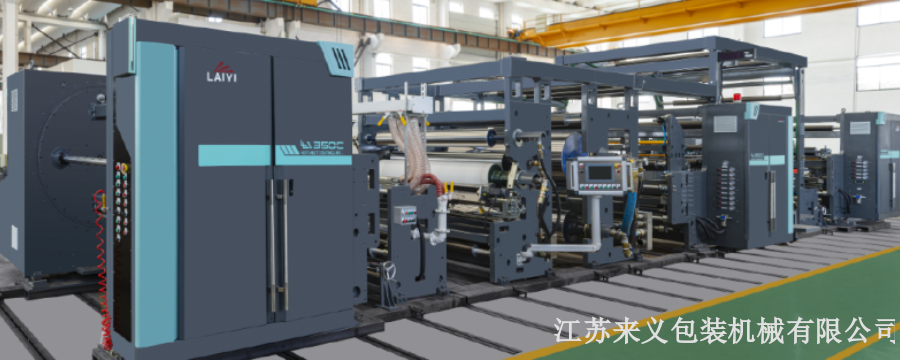
江苏来义专注挤出复合产业数年,来义出品的挤出复合生产线,涵盖单头式、双头式、三头式、共挤出等多种选择,具备非标设备厂商的开发力及制造力,设计的共挤出用多层分配器,实现高剥离强度产品的稳定生产,构造简单,大幅度减少树脂滞留,防止树脂焦化。流道板、鸟嘴状合流器以及平板过滤网容易更换,提高产品切换合设备维护保养效率。江苏来义研发团队积累多年实绩,帷幄技术设计螺杆,实现树脂的均匀混炼、熔融、扩散,同时保证在高寄出量下的平稳运转。从低速到高速,挤出树脂的温度非常稳定,且在运转停止时,高性能冷却套可防止树脂焦化堵塞,以便下次开机迅速挤出量产。设计多种螺杆,在高速挤出量时也能维持稳定的复合牢度,从而实现高速生产,树脂温度的均匀分布均匀使得边料稳定,减少膜厚变动。 青海高功能膜材挤出复合机哪家好挤出复合膜可以用挤出涂覆和挤出复合两种方法制得。

江苏来义包装机械有限公司的挤出复合机,具有单面、双面、多层共挤等各种纸类机等,机型种类丰富,主要生产单双面口杯纸挤出复合机、彩印包装挤出复合机、单双面离型纸挤出复合机、预涂膜挤出复合机、塑封膜挤出复合机、纸塑包装挤出复合机、布基胶带挤出复合机。稳定的性能,对应复合膜产品,适用于食品包装、液体包装、化妆品及医疗用品的无菌包装、文化用品和电子产品包装等,生产各种包装业界不可或缺的复合膜材,能够满足客户的多样化需求。
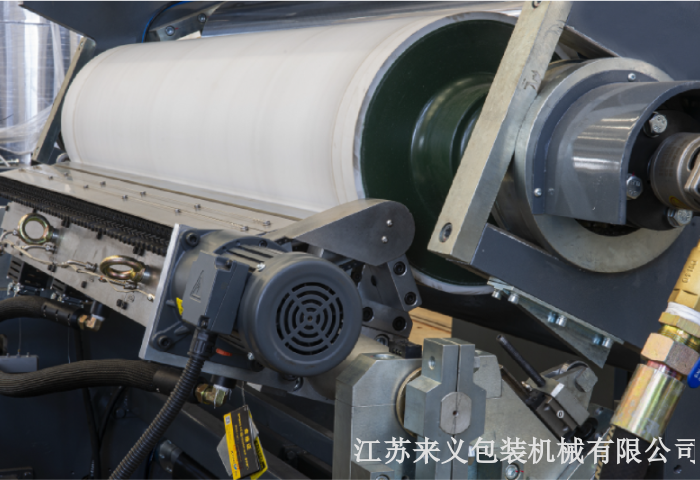
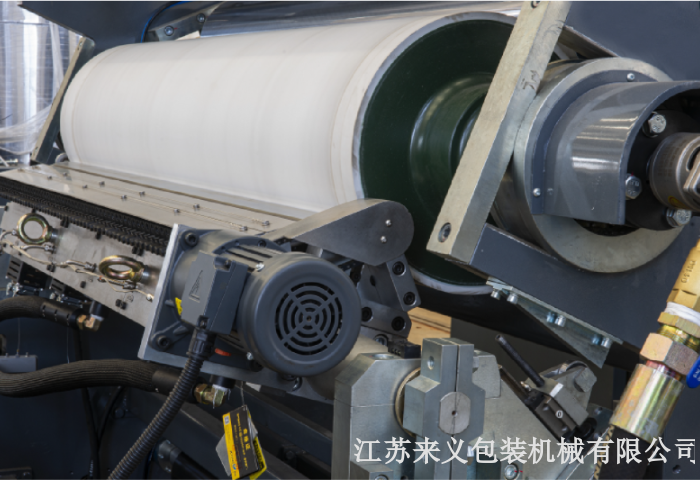
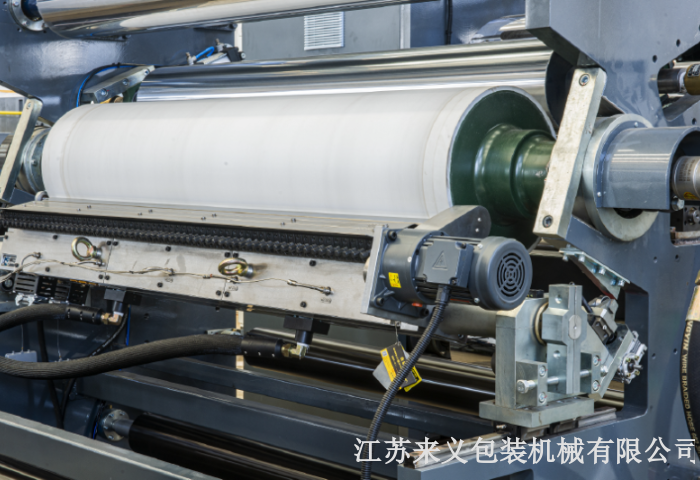
挤出复合又称流涎复合,是复合软包装的主要生产方法之一,挤出复合机是将聚乙烯、聚丙烯等热塑性塑料在挤出复合机中熔融,从扁平机头中呈薄膜状均匀流出,连续涂复在基材上,经压辊压合和冷却辊冷却,制成二层或二层以上的复合薄膜。挤出复合机具有生产速度快,生产过程简单,生产环境清洁,生产效率高,操作简便,成本低,无溶剂残留,无二氨基甲苯残留等优点,是一种经济且环保的复合膜生产方法,在塑料软包装中占有重要的地位。复合机广泛应用于包装行业、化工行业、建筑行业、医疗行业等,主要用于生产各种复合薄膜、抗静电材料等。
设备广泛应用于纸张、布类、BOPP膜、液体奶灌装、医药包装等各种软包装行业.
挤出复合机特点:
1、挤出复合机适合于大量连续性的生产。
2、挤出复合机生产成本相对较低。
3、挤出复合机在一般工艺条件下剥离强 度(塑/塑复合机)为0.7~1.5N/15mm,适应于一般的包装材料,对剥离强度要求高的产品,必须加入热粘结树脂,用热粘结树脂复合机时,剥离强度可以达到10N/15mm,甚至更高。
4、挤出复合机基本不用或只使用水性底涂剂(涂布量很少),没有溶剂残留,卫生性能较好。
5、挤出复合机必须调整薄膜厚薄均匀度和平均厚度。
6、挤出复合机生产操作较复杂,对工人的技术要求较高。
7、挤出复合机工艺需要经常调整,对工艺工程师的要求更高。
8、挤出复合机存在环境温度较高及有时有烟雾产生的问题。 双面离型纸挤出复合机;四川爬爬垫挤出复合机定制
随着科技的不断进步,挤出(淋膜)复合设备生产线将在更多领域得到应用,并不断提升生产效率和产品质量。陕西单面口杯纸挤出复合机哪家好
江苏来义包装机械有限公司成立于2007年,位于长三角经济带常州市金坛区,主要从事挤出复合生产线的研发、生产与销售。依托技术开发、试验、交流、咨询、服务,致力于多领域的科技推广和应用。
复合机的工作原理:复合机主要用于玻璃纸、铝箔、尼龙、纸张PET、OPP、BOPP、CPP、NY、PE等卷筒状基材的涂布复合。
复合机的工作原理如下:
1.准备首先,按走线方向将基材各导辊装好,同时将黏剂按比例调整好,启动烘箱的加热系统,当达到相应的设定温度后,再开启传动电机,即可开涂布生产。
2.涂布放卷装置的基材先要经过网纹辊,上胶涂布后,再经过烘道进行干澡,即完成涂布工艺。
3.复合经EPC气液纠偏进入复合部分,并与第二放卷部分的基材贴合,就实现了复合工艺。
4.冷却收卷冷却卷之后就完成了基材的整体生产加工,生产时要注意以下问题:(1)通过调节调偏辊的位置来调节基材的平整度。(2)通过调整两复合辊间的相对间距来调节复合辊间的复合压力。(3)通过调节离合器和制动器的张力夹控制基材的牵引张力和收卷张力,使机器平稳运转,从而得到良好的涂布质量和复合效果。 陕西单面口杯纸挤出复合机哪家好